∑˛Ñ’(w®¥)ü·æÄ£∫028-6141 6833
–¬¬Ñ÷––ƒ > –¬¬Ñ‘î«È
∑˛—bπ§òI(y®®)ò”∞µƒ∑÷Óêº∞Ãÿ¸c(di®£n)
“ª°¢∑˛—bπ§òI(y®®)ò”∞µƒ∑÷Óê
π§òI(y®®)ò”∞µƒ∑NÓê∫‹∂‡£¨æÕ∆‰”√ÕæÅÌ÷v¥Û÷¬ø…∑÷ûÈ¥Ûò”∞°¢–°ò”∞°¢–fi∆¨ò”Ôà“‘ º∞¿Cª®”√ø¨ª®ò”∞µ»é◊∑N°£
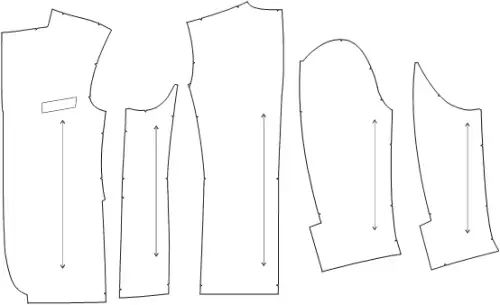
1.¥Ûò”∞Â
¥Ûò”∞”÷∑Q√´ò”∞°¢≤√ºÙò”∞µ»£¨“≤æÕ «‘⁄≤√¥≤…œ≈≈¡œ°¢Ñùò”°¢≤√ºÙïr(sh®™)À˘”√µƒ ò”∞°£“ª∞„‘⁄≤√ºÙ‹áÈg¿Ôë™(y®©ng)”√£¨À¸ «±£◊C≥…“¬¥Û“é(gu®©)∏Ò°¢‘Ï–Õº∞π§Àá÷∆◊˜µƒ÷˜“™“¿ì˛(j®¥) ≈còÀ(bi®°o)ú (zh®≥n)°£
æÕ∆‰ΩM≥…ÅÌ÷v£¨∑˛—b”…√Ê≤º°¢¿Ô≤º°¢“r≤º°¢ÃÓ≥‰¡œµ»ΩM≥…°£ûÈ∑¿÷π¥Ûò”∞ªÏÅy°¢ ∏„Âe(cu®∞)£¨¥Ûò”∞”÷ø…∑÷ûÈ£∫
(1)√Ê◊”ò”∞Â
“‘Œ˜—bûÈ¿˝£¨√Ê◊”ò”∞”–«∞∆¨°¢Ç»(c®®)∆¨°¢∫Û∆¨°¢íÏ√Ê°¢ÓI(l®´ng)◊”°¢¥Û–‰∆¨°¢–°–‰∆¨°¢ ¥Û¥¸…w°¢ ÷ΩÌ¥¸∞°¢«∂æÄò”∞µ»µ»°£
(2)¿Ô◊”ò”∞Â
Õ¨ò”“‘Œ˜—bûÈ¿˝£¨¿Ô◊”ò”∞”–«∞∆¨¿Ô°¢∫Û∆¨¿Ô°¢Ç»(c®®)∆¨¿Ô°¢¥Û–‰∆¨¿Ô°¢–°–‰∆¨ ¿Ô°¢¥Û¥¸…w¿Ôò”∞µ»µ»°£
(3)’≥∫œ“r≤ºò”∞Â
’≥∫œ“r≤ºò”∞»Á«∞∆¨“r°¢ÓI(l®´ng)“r°¢∑≠’€æÄ“r°¢«∞–‰¡˛“r°¢¥Û¥¸…w“r°¢ ÷ΩÌ¥¸“r°¢ «∂æÄ“r°¢Ç»(c®®)∆¨–‰¡˛“r°¢∫Û∆¨–‰¡˛“r°¢∫Û∆¨ºÁ“r°¢œ¬î[“rò”∞µ»µ»°£
(4)É»(n®®i)“rò”∞Â(√fiò”∞Â)
É»(n®®i)“rò”∞»ÁÃÓ≥‰¡œ÷–µƒáäƒz√fi°¢ÎÊæ]√fi‘⁄≤√ºÙïr(sh®™) π”√µƒò”∞°£
…œ ˆ√Ê◊”ò”∞°¢¿Ô◊”ò”∞°¢’≥∫œ“r≤ºò”∞º∞√fiò”∞£¨Õ®≥£ë™(y®©ng)∑÷Ñe÷∆∞£¨Æî(d®°ng)»ª “≤”–œ‡ª•Õ®”√µƒ«Èõr£¨»Á√Ê◊”≈c¿Ô◊”ò”∞ÂÕ®”√°¢√Ê◊”≈c’≥∫œ“r≤ºò”∞ÂÕ®”√µ»£¨µ´ ±ÿÌö”√≤ªÕ¨µƒÓÅ…´∫ÕŒƒ◊÷º”“‘’f√˜°¢Ö^(q®±)∑÷°£
2.–°ò”∞Â
–°ò”∞”÷∑QÉÙò”∞°¢åç(sh®™)ò”∞ªڋáπ§ò”∞°¢›o÷˙ò”∞µ»£¨ «ø€†C°¢≈¸ºÙ°¢π¥øp°¢ æÉ√˜æĺ∞∂®Œªïr(sh®™)À˘”√µƒò”∞£¨“ª∞„‘⁄øp÷∆‹áÈgº∞∫Ûµ¿π§–Ú÷–µƒÊi·î‹áÈg¿Ôë™(y®©ng)”√°£ ∆‰≤ƒ¡œø…”√”≤ºà∞°¢…∞∆§ºà£¨ªÚ”√’≥…œüoºè“rµƒ”≤∆§ºà£¨…ı÷¡”√ËF∆§µ»°£∆‰÷˜“™ ƒøµƒ «øÿ÷∆≥…“¬∏˜∑N”–“é(gu®©)∂®µƒ–°“é(gu®©)∏Ò£¨±£◊C∑˛—b‘Ï–Õ∫Õ“é(gu®©)∏Òµƒ“ª÷¬–‘º∞òÀ(bi®°o)ú (zh®≥n)ªØ£¨ Õ¨ïr(sh®™)÷∏fl∑˛—b…˙Æa(ch®£n)µƒ–߬ °£»Á—ù◊”—¸Ó^°¢ÓI(l®´ng)◊”°¢ŸN¥¸°¢¥¸…w°¢ °µ¿°¢’€Ò–º∞—ùÈT ΩÛæÉæĵƒ≤øŒª£¨∏˜ÇÄ(g®®)º~ø€Œª÷√µƒ¥_∂®£¨ø⁄¥¸Œª÷√µƒ¥_∂®µ»°£
3.–fi∆¨ò”∞Â
–fi∆¨ò”∞ «–fi’˝∏˜Óê≤√∆¨ïr(sh®™)À˘”√µƒò”∞°£“ª∞„‘⁄øp÷∆‹áÈg¿Ôë™(y®©ng)”√£¨∆‰÷˜“™ƒø µƒ «ûÈ¡À±£◊C≥…“¬µƒ¥Û“é(gu®©)∏Ò°¢‘Ï–Õ°¢å¶(du®¨)ólå¶(du®¨)∏Òº∞å¶(du®¨)ª®“™«Ûµ»°£»Á≤√∆¨Ωõ(j®©ng)’≥∫œ“r’≥ ∫œ∫Û”––©∂¯¡œï˛(hu®¨)∞l(f®°)…˙ ’øs≈c◊É–Œ£¨ûÈ¡À±£◊C≥…“¬µƒ¥Û“é(gu®©)∏Ò£¨“™”√–fi∆¨ò”ÅÌ–fi’˝°£ »ÁΩzæIŒ˜—bµƒ«∞∆¨Ωõ(j®©ng)’≥“r’≥∫œ∫ÛÌö”√–fi∆¨ò”ÅÌ–fi’˝°£”÷»Á≥…“¬…∞œ¥ΩzæI“r…¿÷∆◊˜ ïr(sh®™)Õ˘Õ˘”…”⁄fl^ºÁ≈c«∞∫Û∆¨µƒΩzø|∑ΩœÚ≤ª“ª÷¬£¨øs¬ ≤ª“ª÷¬£¨”–ïr(sh®™)fl^ºÁ≤…”√œ»≤√√´ ∆¨°¢ÓA(y®¥)øs£¨»ª∫Û”√–fi∆¨ò”–fi∆¨µƒfik∑®°£∆‰À˚µƒ»Á”–å¶(du®¨)ólå¶(du®¨)∏Ò°¢å¶(du®¨)ª®“™«Ûµƒ≤√∆¨Õ˘ Õ˘“≤“™”√–fi∆¨ò”÷∆¨ÅÌ–fi’˝£¨èƒ∂¯ π∑˛—bµƒå¶(du®¨)ólå¶(du®¨)∏Ò°¢å¶(du®¨)ª®µ»ú (zh®≥n)¥_üo’`°£
4.¿Cª®”√ø¨ª®ò”∞Â
¿Cª®”√ø¨ª®ò”∞º¥”√”⁄¥_∂®¿Cª®–Œ†Ó∫ÕŒª÷√µƒò”∞°£
π§òI(y®®)∞“ª∞„”…∑˛—bπ´ÀæªÚπ§èSµƒºº–g(sh®¥)≤øÈTÿì(f®¥)ÿü(z®¶)÷∆◊˜,º¥”…ºº–g(sh®¥)ø∆ªÚºàò”∑ø(∞ ∑ø)µƒºº–g(sh®¥)»ÀÜTÅÌÕÍ≥…°£÷∆∂®ò”∞ «≥…“¬…˙Æa(ch®£n)÷–µƒ“ªÇÄ(g®®)÷ÿ“™µƒºº–g(sh®¥)≠h(hu®¢n)πù(ji®¶),ò”∞“ªΩõ(j®©ng) ÷∆∂®,∏˜µ¿π§–Úµƒº”π§≤øÈTæ˘á¿(y®¢n)∏Ò∞¥’’ò”∞µƒ“™«ÛflM(j®¨n)––º”π§°£
ò”∞µƒú (zh®≥n)¥_≈c∑Ò£¨÷±Ω””∞Ìë≥…“¬µƒ“é(gu®©)∏Ò°£
∂˛°¢∑˛—bπ§òI(y®®)ò”∞µƒÃÿ¸c(di®£n)
£®“ª£©.≥…“¬“é(gu®©)∏Ò≈cò”∞“é(gu®©)∏Ò
‘⁄∑˛—b÷–£¨≤√÷∆∑˛—b«∞£¨ûÈ∑¿÷π≥…“¬“é(gu®©)∏Òµƒøs–°º∞∑˛—b≤ª∫œ…Ì£¨Õ˘Õ˘≤…”√√Ê ¡œÓA(y®¥)øsµƒfik∑®°£»Á¡–≤¿°¢¬Èµ»√Ê¡œ≤…”√÷±Ω”∑≈»ÎÀÆ¿ÔΩ˛≈›Õ∏£¨¡¿∏…∫Û‘Ÿ≤√÷∆£ªΩz æI√Ê¡œ‘⁄∑¥√ÊflM(j®¨n)––∏…†CÓA(y®¥)øs£ª√´ƒÿ¡œø…≤…”√æ˘ÑÚáäÀƪڅwÀÆ≤º†Cøs°£
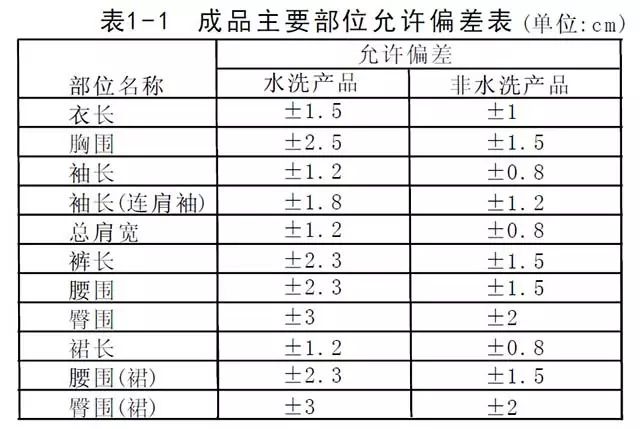
»Œπ§òI(y®®)ªØ≈˙¡ø∑˛—b…˙Æa(ch®£n)fl^≥Ã÷–“‘º∞‘⁄…ÃôzªÚÕ‚ŸQ(m®§o)≥ˆø⁄ôzÚû(y®§n)÷–∂º∑«≥£◊¢“‚≥…“¬ “é(gu®©)∏Òµƒú (zh®≥n)¥_–‘≈c“ª÷¬–‘£¨“≤æÕ «’fπ§òI(y®®)ªØ≈˙¡ø∑˛—b…˙Æa(ch®£n)◊„√¸Ó}‘O(sh®®)”ã(j®¨)£¨œ»∂®‘îºö(x®¨)µƒ ≥…“¬“é(gu®©)∏Ò£¨»ª∫Û‘Ÿ¥Úò”°¢÷∆◊˜°£≥…“¬“é(gu®©)∏Òµƒ÷∆∂®‘⁄É»(n®®i)‰Nïr(sh®™)£¨ø…“‘“‘1998ƒÍ6‘¬1»’ ∆åç(sh®™) ©µƒ–¬µƒá¯(gu®Æ)º“∑˛—bÃñ(h®§o)–ÕòÀ(bi®°o)ú (zh®≥n)ûÈ“¿ì˛(j®¥)£¨Õ‚ŸQ(m®§o)∑˛—bÕ®≥£÷±Ω””…øÕëÙ÷π©ªÚÖ¢øº≥ˆ ø⁄á˙µƒ∑˛—b“é(gu®©)∏ÒòÀ(bi®°o)ú (zh®≥n)£¨≤¢æ˘”–“ª∂®µƒ∑˛—b“é(gu®©)∏Òπ´≤ÓòÀ(bi®°o)ú (zh®≥n)£¨≥¨fl^ªÚfl_(d®¢)≤ªµΩ∑˛—bπ´≤Ó òÀ(bi®°o)ú (zh®≥n)∑∂á˙É»(n®®i)µƒ∑˛—b£¨º¥ π∑˛—b‘⁄∆‰À˚∑Ω√ʵƒ∆∑Ÿ|(zh®¨) «◊Ó∫√µƒ£¨æ˘À„≤ª∫œ∏ÒÆa(ch®£n)∆∑£¨“™ «Û∑«≥£á¿(y®¢n)∏Ò°£»Á‘⁄GB 2660…1889÷–£¨“r…¿≥…∆∑÷˜“™≤øŒª“é(gu®©)∏ÒòOœfi∆´≤Ó“é(gu®©)∂®»Á±Ì1 À˘ æ°£±Ì11≥…∆∑÷˜“™≤øŒª“é(gu®©)∏Ò‘ ‘S∆´≤Ó±Ì (ÜŒŒª£∫cm)
‘⁄≥…“¬…˙Æa(ch®£n)÷–£¨”…”⁄π§Àá…œµƒ“™«Û£¨Õ®≥£√Ê¡œ≤ª“ª∂®œ»flM(j®¨n)––ÓA(y®¥)øsÃé¿Ì£¨∂¯ « ‘⁄◊ˆ≥…≥…“¬∫Û‘Ÿ»•flM(j®¨n)––ÀÆœ¥°¢ ØøòªÚ…∞œ¥Ãé¿Ì£¨¥Àïr(sh®™)µƒ≥…“¬“é(gu®©)∏Òø…ƒ‹”…”⁄√Ê¡œ ‹ ∏˜º”π§π§Àᵃ”∞ÌëÆa(ch®£n)…˙ ’øs∂¯◊É–°°£“Ú¥À£¨‘⁄÷∆◊˜ò”∞Âïr(sh®™)£¨ûÈ¡À±£◊C◊ÓΩK≥…“¬“é(gu®©) ∏Ò‘⁄“é(gu®©)∂®µƒ∑˛—bπ´≤Ó∑∂á˙É»(n®®i)£¨ò”∞“é(gu®©)∏ÒæÕ±ÿÌö‘⁄≥…“¬“é(gu®©)∏Òµƒª˘µA(ch®≥)…œº”∑≈“ª∂®µƒ¡ø£¨ º¥Õ®≥£«Èõrœ¬ò”∞“é(gu®©)∏Ò≤ªµ»”⁄≥…“¬“é(gu®©)∏Ò,åç(sh®™)ÎH…˙Æa(ch®£n)÷–≤…”√œ»”ã(j®¨)À„ò”∞“é(gu®©)∏Ò(÷∆àD“é(gu®©)∏Ò)£¨ ‘ŸflM(j®¨n)––÷∆àD°£ò”∞“é(gu®©)∏Òµ»”⁄≥…“¬“é(gu®©)∏Òº”…œ√Ê¡œøs¬ ∫Õπ§Àáìp∫ƒ¬ °£
£®∂˛£©.øs¬
øs¬ ∞¸¿®øsÀƬ (ÀÆœ¥øs¬ °¢…∞œ¥øs¬ )°¢◊‘»ªªÿøs¬ °¢øp÷∆øs¬ °¢ÏŸ†Cøs¬ µ» µ»°£
1.øsÀƬ
øsÀƬ ≈c√Ê¡œµƒ¿wæSÃÿ–‘°¢ΩMøóΩY(ji®¶)òã(g®∞u)°¢…˙Æa(ch®£n)º”π§π§Àáfl^≥õ»”–÷¯√‹«–ÍP(gu®°n)œµ°£∏˜ ∑N¿wæSµƒŒ¸ùÒ–‘ƒ‹∂º≤ª“ªò”£¨∑≤ «Œ¸ùÒ∫√µƒ¿wæS£¨Õ®≥£øsÀƬ æÕ¥Û£¨»Á√fi≤º°¢Ωz æIµ»√Ê¡œ£¨∑¥÷Æ¿wæSŒ¸ùÒ≤Ó£¨√Ê¡œµƒøsÀƬ “≤›^–°£¨»ÁúÏæ]√Ê¡œ°£øóŒÔΩY(ji®¶)òã(g®∞u)µƒæo √‹ªÚœ°À…“≤ï˛(hu®¨)”∞Ìë√Ê¡œµƒøsÀƬ £¨“ª∞„œ°À…ΩY(ji®¶)òã(g®∞u)µƒ√Ê¡œ“™±»æo√‹ΩY(ji®¶)òã(g®∞u)µƒ√Ê¡œøsÀÆ ¬ ¥Û°£¡ÌÕ‚£¨√Ê¡œ…˙Æa(ch®£n)º”π§π§Àá≤ª“ªò”£¨√Ê¡œµƒøsÀƬ “≤≤ª“ªò”°£“Ú¥À∏˜Óê√Ê¡œ µƒøs¬ ”–¥Û”––°£¨º¥ π «Õ¨ò”“é(gu®©)∏Òµƒ√Ê¡œ£¨”…”⁄Æa(ch®£n)µÿ°¢…˙Æa(ch®£n)èSº“º∞…˙Æa(ch®£n)»’∆⁄°¢≤… ”√µƒº”π§π§Àá≤ªÕ¨£¨øsÀƬ “≤ï˛(hu®¨)”–À˘≤ÓÑe£¨∂¯«“Ωõ(j®©ng)æïœÚµƒøsÀƬ “≤≤ª“ªò”£¨º¥÷± Ωz≈côMΩz∑ΩœÚµƒøsÀƬ “ª∞„≤ª“ª÷¬°£Õ®≥£ «÷±¡œµƒøs¬ “™¥Û”⁄ôM¡œ£¨“Ú?y®§n)È‘⁄øó‘?º∞”°»æº”π§fl^≥Ã÷–£¨Ωõ(j®©ng)ºÜ ‹µΩµƒ¿≠…Ïèࡶ“™¥Û∏…æïºÜ°£
2.◊‘»ªªÿøs¬
◊‘»ªªÿøs¬ «”…”⁄∏˜∑N√Ê¡œ‘⁄øó‘Ï°¢”°»æµ»…˙Æa(ch®£n)º”π§fl^≥Ã÷–£¨ ‹µΩ“ªœµ¡–µƒ ôC(j®©)–µ¿≠…Ï£¨ π√Ê¡œÆa(ch®£n)…˙“ª∂®µƒ…ÏÈL(zh®£ng)≤¢–Œ≥…¡À“ª∂®µƒÉ»(n®®i)ë™(y®©ng)¡¶£¨Æî(d®°ng)√Ê¡œΩõ(j®©ng)≤√ºÙ◊É≥…≤√ ∆¨“‘∫Û°£”…”⁄œ˚≥˝¡Àºs ¯¡¶£¨√Ê¡œï˛(hu®¨)”–“ªÇÄ(g®®)◊‘»ªªÿøsµƒfl^≥ð£»ÁΩzæI√Ê¡œ»ÙÑÇ≥ˆ èSæÕ≤√ºÙ£¨◊‘»ªªÿøs¬ æÕ…‘¥Û£¨ÎS÷¯ïr(sh®™)ÈgµƒÕ∆“∆£¨”…”⁄É»(n®®i)ë™(y®©ng)¡¶µƒ÷≤Ωœ˚≥˝£¨◊‘»ª ªÿøs¬ ï˛(hu®¨)÷≤Ωúp–°£¨fl@æÕ «ûÈ ≤√¥”–ïr(sh®™)∫Ú”√Õ¨ò”µƒò”∞ÂÅÌ÷∆◊˜ΩzæI∑˛—b£¨ÎSïr(sh®™)Èg µƒÕ∆“∆£¨≥…“¬“é(gu®©)∏Òï˛(hu®¨)÷ùu◊É¥Ûµƒ‘≠“Ú°£¡Ì“ª∑Ω√Ê”…”⁄√Ê¡œ‘⁄‰Å¡œïr(sh®™)æfl”–“ª∂®µƒèà ¡¶£¨ÃÿÑe «èó–‘∫√µƒ√Ê¡œ£¨±Mπ‹Œ“ÇÉ“™«Û‰Å¡œèࡶ∫‹–°£¨µ»≤√ºÙµ∂“ª≤√œ¬“¬∆¨£¨ »‘»ªï˛(hu®¨)”–“ª–©◊‘»ªªÿøs¬ °£Õ¨ò”£¨ûÈ¡À±£◊C≥…“¬“é(gu®©)∏Òµƒú (zh®≥n)¥_£¨‘⁄÷∆◊˜ò”∞Âïr(sh®™)–Ëøº ë]◊‘»ªªÿøs¬ µƒ”∞Ìë°£µ´”–ïr(sh®™)√Ê¡œ—ÿ–±Ωz∑ΩœÚ≤√ºÙ£¨≤√œ¬“‘∫Û∑¥∂¯ï˛(hu®¨)◊‘»ª…ÏÈL(zh®£ng)£¨ fl@ïr(sh®™)–Ë“™‘⁄÷∆◊˜ò”∞Âïr(sh®™)úp–°≥fl¥Á°£
3.øp÷∆øs¬
øp÷∆øs¬ «÷∏√Ê¡œΩõ(j®©ng)fl^øp÷∆º”π§∫Û£¨øpø⁄Æa(ch®£n)…˙µƒÈL(zh®£ng)∂»øs∂ð£À¸≈cøpø⁄µƒ–Œ†Ó (∆Ωøp°¢π¥â∫øp°¢ÅÌ»•øp°¢∞¸øpµ»£©°¢øpæÄèࡶ°¢â∫ƒ_èࡶ°¢√Ê¡œ–‘ƒ‹µ»”–›^¥Ûµƒ ÍP(gu®°n)œµ°£“ª∞„ «øpºxæÉæÄ‘Ω∂‡£¨øpøs‘Ω¥Û£¨»ÁæÉÎpæĵƒøs¬ “™¥Û”⁄æÉÜŒæĵƒ£ªøpæÄ èࡶ°¢â∫ƒ_â∫¡¶‘Ω–°£¨øpøsæÕ‘Ω–°£ª√Ê¡œ‘Ω±°°¢ΩY(ji®¶)òã(g®∞u)‘Ωœ°À…£¨øpøsæÕ‘Ω¥Û°£
4.ÏŸ†Cøs¬
ÏŸ†Cøs¬ «÷∏‘⁄∑˛—bº”π§fl^≥Ã÷–”…”⁄ ‹µΩü·ùÒµƒ◊˜”√(ÏŸ†C)∂¯Æa(ch®£n)…˙µƒøs¬ °£ÏŸ †Cøs¬ ÷˜“™≈c√Ê¡œµƒ–‘ƒ‹”–ÍP(gu®°n)£¨¥Û≤ø∑÷√Ê¡œΩõ(j®©ng)ÏŸ†C∫Ûï˛(hu®¨)Æa(ch®£n)…˙ ’øs£¨«“÷±Ωz≈côMΩz ∑ΩœÚ“ª∞„øs¬ ≤ªÕ¨£¨“≤”–…Ÿ¡øµƒ√Ê¡œΩõ(j®©ng)ÏŸ†C∫Û∑¥∂¯ï˛(hu®¨)Æa(ch®£n)…˙…ÏÈL(zh®£ng)µƒ¨F(xi®§n)œÛ°£∆‰‘≠¿Ìø… ‘î“ä°∂ºèøó≤ƒ¡œåW(xu®¶)°∑º∞°∂∑˛—b≤ƒ¡œåW(xu®¶)°∑µ»ï¯°£
5.∆‰À˚øs¬
∑˛—b≥…∆∑‘⁄’˚†C÷Æ∫Û“™flM(j®¨n)––ôzÚû(y®§n)°¢–fi’˝°¢∞¸—bµ»π§◊˜°£ôzÚû(y®§n)°¢–fi’˝∑˛—b«∞∫Û Õ®≥£“™íÏ‘⁄“¬º‹…œ£¨ªÚ’fl∑˛—b∞¸—b–Œ Ω≤…”√íÏ—bµƒ‘í£¨ƒ≥–©√Ê¡œ”…”⁄◊‘÷ÿµƒ◊˜”√ ï˛(hu®¨) πÈL(zh®£ng)∂»∑ΩœÚÆa(ch®£n)…˙…ÏÈL(zh®£ng)£¨∂¯æï∂»∑ΩœÚ ’øs£¨»Á»À‘Ï¿wæS√Ê¡œµ»°£å¶(du®¨)”⁄’€ØB∞¸—b£¨ –Ë“™’€ØB’˚˝R∆Ω’˚£¨Æî(d®°ng)’€fiD(zhu®£n)∫Û‘Ÿ¥ÚÈ_ïr(sh®™)»›“◊∆∞ô∂¯øs–°≥fl¥Á£¨À˘“‘flÄ–Ë“™flmÆî(d®°ng)øº ë]’€fiD(zhu®£n)µƒ”∞Ìë°£¡ÌÕ‚£¨”…”⁄√Ê¡œæfl”–∫Ò∂»£¨≥…“¬‘⁄æï∂»∑ΩœÚúy(c®®)¡øïr(sh®™)≥fl¥Á“≤“™◊É–°£¨ ÃÿÑe «“¬∆¨∑÷∏Ó›^∂‡µƒøÓ Ω£¨–Ë“™øºë]’€fiD(zhu®£n)µƒ”∞Ìë°£
“‘…œ”ë’ì¡À∑˛—bπ§òI(y®®)÷∆∞Âïr(sh®™)”∞Ìëøs¬ µƒ“ÚÀÿ£¨åç(sh®™)ÎH…˙Æa(ch®£n)÷–”…”⁄√Ê¡œ°¢π§Àáµ» “ÚÀÿµƒæC∫œ”∞Ì루«ÈõrflÄï˛(hu®¨)∏¸èÕ(f®¥)Îs£¨µ´ «≤ªø…ƒ‹“ªÌó(xi®§ng)“ªÌó(xi®§ng)µÿ»´≤ø»•”ã(j®¨)À„úy(c®®)∂®£¨π§èSÕ˘Õ˘ «≤…”√“‘œ¬É…∑Nfik∑®ÅÌΩ‚õQøs¬ ÜñÓ}°£
(1)√Ê¡œΩ‚õQ
√Ê¡œÓA(y®¥)øs£¨“ª∞„∏flônµƒ∑˛—b°¢“™«Ûå¶(du®¨)ólå¶(du®¨)∏Òµƒ∑˛—b‘⁄÷∆◊˜«∞“™œ»”√ÓA(y®¥)øsôC(j®©)ÓA(y®¥) øs√Ê¡œ£¨≤¢∑≈÷√“ª∂®ïr(sh®™)Èg£¨◊å√Ê¡œ‘⁄≤√ºÙ«∞µ√µΩ≥‰∑÷ªÿøs°£
(2)ò”∞ÂΩ‚õQ
øs∑≈ò”∞°£‘⁄¥Ú∞«∞œ»ø¥√Ê¡œ£¨≤¢ΩY(ji®¶)∫œ÷∆◊˜π§Àᣨøºë]øs¬ µƒ¥Û–°£¨flmÆî(d®°ng)øs ∑≈ò”∞°£
¢Ÿ.∏˘ì˛(j®¥)“‘Õ˘µƒΩõ(j®©ng)Úû(y®§n)£¨¥Û÷¬¥_∂®øs¬ µƒ¥Û–°°£»Á11216Ãñ(h®§o)12m£ØmÎ䡶ºè£¨≥…“¬…∞ œ¥ïr(sh®™)£¨÷±Ωzøs¬ ºsûÈ6£•£¨ôMΩzøs¬ ºsûÈ1.5£•µ»°£
¢⁄.≤…”√úy(c®®)‘á√Ê¡œµƒfik∑®°£»Áƒ≥øÓ—ù—b≤…”√ºÉ√fiºÜø®√Ê¡œ£¨–Ë“™≥…“¬…∞œ¥£¨∂¯ ‘ì√Ê¡œ“‘«∞…–Œ¥º”π§fl^£¨Ñt“ª∞„≤…”√å¢√Ê¡œ◊ˆ∫√òÀ(bi®°o)”õ£¨ÀÕµΩ…∞œ¥èS»•…∞œ¥Ãé¿Ì£¨ »ª∫Ûúy(c®®)¡ø∆‰÷±°¢ôM¡œµƒøs¬ £ª¥Û†Cøs¬ “≤≤…”√Õ¨ò”µƒfik∑®£¨◊ˆ∫√òÀ(bi®°o)”õ£¨¥Û†C√Ê¡œ£¨ úy(c®®)¡øøs¬ °£
∏˘ì˛(j®¥)π¿À„ªÚúy(c®®)‘áµΩµƒøs¬ £¨◊˜ûÈ”ã(j®¨)À„ò”∞Â≥fl¥Áµƒ“¿ì˛(j®¥)£¨‘Ÿøºë]øp÷∆µ»∆‰À˚π§ Àᵃ”∞Ìë°£À„∫√ò”∞Â≥fl¥Á£¨º¥ø…÷∆∞°£»ª∫Û‘áò”“¬£¨‘Ÿ∏˘ì˛(j®¥)ò”“¬ÅÌ∫Àå¶(du®¨)≥…“¬“é(gu®©)∏Ò£¨ –fi’˝ò”∞£¨◊˜ûÈ≈˙¡ø…˙Æa(ch®£n)flM(j®¨n)––Õ∆ônµƒ÷––ƒò”∞£¨ªÚ∑Qƒ∏∞°¢òÀ(bi®°o)ú (zh®≥n)ò”∞°¢ª˘ú (zh®≥n)ò”∞ µ»°£
øÇ÷Æ£¨øs¬ ‘⁄π§èSåç(sh®™)ÎH…˙Æa(ch®£n)÷– «“ªÇÄ(g®®)±»›^Ó^ÀµƒÜñÓ}£¨”–ïr(sh®™)ï˛(hu®¨)”…”⁄≤ªÕ¨‹áÈg°¢ ≤ªÕ¨∞‡ΩMµƒπ§Àᬑ”–≤ªÕ¨£¨ªÚ’fl‹áπ§÷ÆÈgºº–g(sh®¥)ÀÆ∆Ωµƒ≤ÓÆ꣨”√Õ¨“ªò”∞Â◊ˆ≥…µƒ≥… “¬£¨“é(gu®©)∏Ò“≤ï˛(hu®¨)”–À˘◊ɪأ¨À˘“‘‘⁄≈˙¡ø…˙Æa(ch®£n)ïr(sh®™)±ÿÌöá¿(y®¢n)∏Ò∞¥ò”∞º∞π§ÀáflM(j®¨n)––…˙Æa(ch®£n)£¨“‘ π≥…“¬“é(gu®©)∏Ò‘⁄“é(gu®©)∂®µƒπ´≤Ó∑∂á˙É»(n®®i)°£
£®»˝£©ò”∞Â÷∆àD“™«Û
»Á«∞À˘ ˆ£¨∑˛—bµƒÜŒº˛÷∆◊˜(ÈT—b)Õ˘Õ˘÷±Ω”‘⁄“¬¡œ…œflM(j®¨n)––÷∆àD£¨≤¢ÎSº¥ºÙ≤√≥… “¬∆¨∫Õ∏˜¡„≤øº˛°£”–ïr(sh®™)ûÈàD∑Ω±„£¨flÄø…œ»≤√¥Û∆¨£¨≤¢flM(j®¨n)––≤ø∑÷øp÷∆£¨∂¯∫Û‘Ÿ≤√ƒ≥ –©¡„≤øº˛£¨‘ŸflM(j®¨n)––øp÷∆£¨“‘¥_±£∏˜≤øº˛Èg—b≈‰µƒú (zh®≥n)¥_–‘°£¿˝»Á£¨‘⁄÷∆◊˜Œ˜—ùïr(sh®™)£¨ ø…≤…”√œ»≤√Àƒ¥Û∆¨º∞ø⁄¥¸À˘–Ë“™µƒ¡„≤øº˛flM(j®¨n)––øp÷∆£¨ï∫ïr(sh®™)≤ªºÙ≤√—¸Ó^£ª»ª∫Û‘Ÿ≤√ ∆‰À˚≤øº˛£¨≤¢¿^¿m(x®¥)flM(j®¨n)––øp÷∆°£”÷»Á“r“¬µƒ÷∆◊˜£¨ø…≤…”√—bÓI(l®´ng)«∞œ»¡øÓI(l®´ng)ø⁄µƒåç(sh®™)ÎH¥Û –°£¨‘Ÿ≤√≈‰ÓI(l®´ng)µ»°£ÕÀ“ª≤Ω÷v£¨º¥ πÀ˘”–“¬∆¨°¢¡„≤øº˛Õ¨ïr(sh®™)÷∆àD≤√ºÙ£¨µΩ—b≈‰ïr(sh®™)∞l(f®°) ”X”–›^¥Û’`≤Ó∂¯—b≤ª…œïr(sh®™)£¨“≤ø…flM(j®¨n)––flm¡øµƒ’{(di®§o)’˚≈c–fi∏ƒ£¨»ÁÓI(l®´ng)◊”°¢—¸Ó^°¢–‰µ»‘⁄ —b≈‰”–¿ßÎyïr(sh®™)ø…“‘flM(j®¨n)––flm¡øµƒ–fiºÙ°£“Ú?y®§n)ÈÈT—bµƒ≥fl¥Á“™«Ûœ‡å¶(du®¨)›^µÕ£¨øÕëÙ◊¢÷ÿµƒ «¥©÷¯∫œÛw Êflm£¨“ª∞„≤ªï˛(hu®¨)”ã(j®¨)›^æflÛwµƒºö(x®¨)πù(ji®¶)“é(gu®©)∏Ò°£“Ú¥ÀÈT—b÷∆◊˜≤…”√µƒ «‘⁄ª˘±æ ùM◊„“é(gu®©)∏Ò“™«Ûµƒ«∞÷œ¬£¨‘⁄øp÷∆fl^≥Ã÷–ø…¬‘◊˜–fi∏ƒ£¨ÃÿÑe «∏˜œ‡ÍP(gu®°n)≤øº˛µƒøp∫œ≈‰ ∫œ…œø…◊˜“ª∂®’{(di®§o)’˚£¨À˘“‘ÈT—b◊ˆ“¬”–“»˝∑÷≤√£¨∆fl∑÷◊ˆ”µƒ’f∑®£¨’f√˜øp÷∆‘⁄ÜŒ º˛÷∆◊˜fl^≥Ã÷–µƒ÷ÿ“™–‘£¨œ‡å¶(du®¨)µÿæÕΩµµÕ¡À÷∆àDµƒ“™«Û“‘º∞∏˜¡„≤øº˛÷ÆÜñµƒ≈‰∫œ“™ «Ûµ»°£
∑˛—b¥Ûπ§òI(y®®)…˙Æa(ch®£n)”…”⁄ «≈˙¡ø…˙Æa(ch®£n)£¨≤ªø…ƒ‹“ªº˛“ªº˛µÿÑùò”≤√ºÙ£¨∏¸≤ªø…ƒ‹≤…”√ œ»≤√ºÙ¥Û∆¨,∂¯∫Ûøp÷∆,‘Ÿ≈‰¡„≤øº˛µƒfik∑®.fl@ «“Ú?y®§n)?
µ⁄“ª°¢”…”⁄√Ê¡œÕ˘Õ˘ï˛(hu®¨)¥Ê‘⁄…´ ≤Ó,ÃÿÑe «ÜŒ…´√fi≤º,ΩzæI√Ê¡œ,À˘“‘±M¡ø墓ªº˛“¬∑˛≈≈‘⁄“ª∆,≤¢≤…”√±‹√‚…´≤Óµƒ≈≈ ¡œºº–g(sh®¥)¥Î ©,≈≈¡œ“ª∂®“™“ª∆≈≈,≤ª‘ ‘S”–¡„≤øº˛flzÕ¸,º¥ π «“ªÇÄ(g®®)–°Ò·∂º≤ª––°£“Ú?y®§n)?‘⁄≈‰∆¨ïr(sh®™),≈‰…´ï˛(hu®¨)∑«≥£¿ßÎy°£
µ⁄∂˛°¢∑˛—bπ§òI(y®®)…˙Æa(ch®£n)∑«≥£◊¢÷ÿ °¡œ,‘⁄ƒø«∞µƒº”π§ÜŒ÷–”» ûÈ÷ÿ“™,Õ¨ò”“™«ÛÀ˘”–µƒ“¬∆¨≈c¡„¡œ“ª∆Ñù∫√£¨“ª∆≈≈¡œœ¬≤√°£
µ⁄»˝°¢π§òI(y®®)ªØ…˙Æa(ch®£n) «¡˜ÀÆ◊˜òI(y®®)£¨∏˜µ¿π§–Úæ˘”–√˜¥_µƒ∑÷π§≤¢”…≤ªÕ¨µƒπ§»Àπ≤Õ¨ÕÍ≥…≥…“¬£¨º”π§≥…“¬“é(gu®©)∏Ò“™«Û∑«≥£á¿(y®¢n)∏Ò£¨≤ª‘ ‘SÇÄ(g®®)»ÀÎS±„º”“‘–fiºÙ’{(di®§o)’˚£¨À◊∑Q“øpπ§≤ªÑ”(d®∞ng)ºÙµ∂”£¨∑ÒÑt“ªÇÄ(g®®)»À–fiºÙ≥…“ªÇÄ(g®®)ò”£¨≤ªµ´“é(gu®©)∏ÒÎy“‘±£◊C£¨∂¯«“‘Ï–Õ“≤ï˛(hu®¨)≤ª“ª÷¬£¨π ∏˜µ¿π§–Ú÷ªƒ‹∞¥’’ò”∞º∞π§ÀáÜŒ°¢π§Àá“™«ÛÅÌá¿(y®¢n)„°àÃ(zh®™)––£¨fl@ò”æÕ“™«Ûò”∞Âú (zh®≥n)¥_üo’`£¨∑ÒÑt“…œ¡∫≤ª’˝œ¬¡∫Õ·”£¨‘⁄º”π§fl^≥Ã÷–’`≤Óï˛(hu®¨)¿€∑e∆ÅÌ£¨‘ΩÅÌ‘Ω¥Û°£
Û Àƒ£¨”…”⁄π§òI(y®®)ªØ…˙Æa(ch®£n)Ωõ(j®©ng)≥£≤…”√œ»÷∆◊˜°¢∫Û≥…“¬Ãé¿Ìµƒπ§Àᣨ»Á“™flM(j®¨n)––≥…“¬…∞œ¥°¢ÀÆœ¥°¢ ؃•µ»£¨”…”⁄“¬∆¨—b≈‰‘⁄“ª∆µƒ‘S∂‡µÿ∑Ω£¨Ωzø|∑ΩœÚ≤ª±Mœ‡Õ¨£¨øs¬ “≤æÕ≤ª“ª÷¬£¨fl@æÕ“™«Û‘⁄¥Úò”ïr(sh®™) ¬œ»º”“‘øºë]£¨“‘±£◊C≤øº˛Èg—b≈‰µƒú (zh®≥n)¥_º∞≥…“¬µƒ∆∑Ÿ|(zh®¨)£¨»Á≥…“¬…∞œ¥µƒΩzæI“r…¿£¨∆‰ò”∞µƒ–‰¡˛ª°æÄ∑¥∂¯“™±»–‰…Ωª°æÄÈL(zh®£ng)£¨‘≠“Ú «–‰¡˛µƒ÷±Ωz≤ø∑÷≈c–‰…ΩµƒôM(–±)Ωz≤ø∑÷—b≈‰‘⁄“ª∆£¨…∞œ¥∫Û–‰¡˛µƒ÷±Ωz≤ø∑÷±»–‰…ΩµƒôM(–±)Ωz≤ø∑÷ ’øs¥Û£¨π ¥Ú÷∆ò”∞Âïr(sh®™)“™å¢–‰¡˛µƒ÷±Ωz≤ø∑÷∏˘ì˛(j®¥)øs¬ ¬‘∑≈ÈL(zh®£ng)£¨“‘±£◊C–‰¡˛≈c–‰…Ωµƒ—b≈‰ú (zh®≥n)¥_º∞…∞œ¥∫Û’˚ÇÄ(g®®)–‰¡˛“é(gu®©)∏Ò∑˚∫œ≥…“¬“é(gu®©)∏Òµƒ“™«Û°£
øÇ÷Æ£¨π§òI(y®®)ò”∞µƒ÷∆àD“™«Û∑«≥£∏fl£¨≤¢“™«Û√Ê◊”°¢¿Ô≤º°¢’≥∫œ“r°¢É»(n®®i)“rò”∞ µ»“ª∆¥Ú÷∆∫√£¨≤ªƒ‹”–»Œ∫Œflz¬©£¨“™«Û◊–ºö(x®¨)£¨∏˜≤øº˛÷ÆÜñµƒ—b≈‰“™«Û ¬œ»“™øÿ÷∆ ú (zh®≥n)¥_£¨»ÁÓI(l®´ng)◊”≈cÓI(l®´ng)»¶°¢–‰◊”≈c–‰¡˛µ»°£ÃÿÑe «≥…“¬”–∫ÛÃé¿Ìïr(sh®™)£¨÷∆àDµƒ“™«Û∏¸∏fl£¨ »ÁºÉ√fi∑˛—b“™ÀÆœ¥°¢ΩzæI∑˛—b“™≥…“¬…∞œ¥µ»µ»°£π§òI(y®®)ò”∞‘⁄≥fl¥Á–Œ†Óµ»∑Ω√Ê≈c“ª ∞„µƒ∑˛—bΩY(ji®¶)òã(g®∞u)÷∆àDº∞ÈT—bµƒ÷∆àD”–›^¥Ûµƒ≤ÓÑe£¨èƒï¯±æ…œƒ√Å̵ƒ∑˛—bΩY(ji®¶)òã(g®∞u)àD◊°Õ˘ ≤ªƒ‹÷±Ω”ë™(y®©ng)”√°£
£®Àƒ£©ÍP(gu®°n)”⁄–°ò”∞Â
π§òI(y®®)ªØ∑˛—b…˙Æa(ch®£n)Õ˘Õ˘ «”…≤ªÕ¨µƒ‹áÈg°¢≤ªÕ¨µƒ∞‡ΩM°¢≤ªÕ¨µƒπ§»Àπ≤Õ¨ÅÌÕÍ≥… Õ¨“ªøÓ Ω…ı÷¡ «Õ¨“ª“é(gu®©)∏Òµƒ∑˛—b£¨∂¯‘⁄∏˜µ¿π§–Úµƒº”π§fl^≥Ã÷–ªÚ∂‡ªÚ…Ÿï˛(hu®¨)”–“ª–© ’`≤Ó£¨»ÁÑùò”ø…ƒ‹”–’`≤Ó£¨‘⁄≤√¥≤…œ≤√ºÙïr(sh®™)ø…ƒ‹ï˛(hu®¨)∆´µ∂£¨º¥ π√Ê¡œœ‡Õ¨øs¬ “≤≤ª “ª∂®ÕÍ»´œ‡Õ¨£¨øp÷∆ïr(sh®™)“≤ï˛(hu®¨)”–’`≤Ó°£ûȱ£◊C≥…“¬“é(gu®©)∏Òµƒú (zh®≥n)¥_º∞‘Ï–Õµƒ“ª÷¬–‘£¨≥˝ á¿(y®¢n)∏ÒàÃ(zh®™)––π§Àá≤Ÿ◊˜“é(gu®©)≥ÃÕ‚£¨–Ë“™‘⁄øp÷∆fl^≥Ã÷–≤…»°“ª∂®µƒºº–g(sh®¥)¥Î ©£¨º∞ïr(sh®™)flM(j®¨n)––’{(di®§o) ’˚£¨fl@æÕ–Ë“™‘S∂‡–°ò”∞ÂflM(j®¨n)––øÿ÷∆£¨æflÛw“™”…øp÷∆‹áÈg¿Ôµƒ–°†Cπ§(◊¿∞Âπ§)ÅÌÕÍ ≥…£¨∑ÒÑtÕ¨øÓµƒ“ª∞Ÿº˛∑˛—bø…ƒ‹ï˛(hu®¨)◊É≥…“ª∞ŸÇÄ(g®®)ò”◊”°£¿˚”√‘S∂‡–°ò”∞£¨≤ªπ‹”…’l ÅÌ÷∆◊˜£¨∂ºƒ‹÷∆◊˜≥ˆÕ¨“ª“é(gu®©)∏Ò°¢Õ¨“ª‘Ï–Õ°¢Õ¨“ªŸ|(zh®¨)¡ø“™«Ûµƒ∑˛—b£¨º¥òÀ(bi®°o)ú (zh®≥n)ªØ°¢“ª ÷¬–‘°£Æî(d®°ng)»ªÕ¨ïr(sh®™)flÄ”–”√œÒπ§ÀáÜŒµ»ºº–g(sh®¥)¥Î ©Å̺”“‘øÿ÷∆°£
–°ò”∞µƒ÷∆◊˜ ‹µΩǘΩy(t®Øng)¡ï(x®™)ëT°¢…˙Æa(ch®£n)º”π§π§Àá°¢∑˛—bøÓ Ω°¢‘O(sh®®)ljº∞√Ê¡œµ»”∞Ì루 º¥ π «Õ¨“ªøÓ∑˛—b‘⁄≤ªÕ¨∑˛—bπ´Àæ°¢èSº“÷∆◊˜ïr(sh®™)ï˛(hu®¨)¬‘”–≤ªÕ¨£¨±»›^Ï`ªÓ£¨µ´∆‰◊Ó ΩKƒøµƒ «“ª÷¬µƒ£¨º¥±£◊C≥…“¬“é(gu®©)∏Òº∞‘Ï–Õµƒ“ª÷¬–‘∫Õ÷∏fl…˙Æa(ch®£n)–߬ °£“ª∞„ÅÌ’f£¨ ≥…“¬Ÿ|(zh®¨)¡ø°¢“é(gu®©)∏Ò“™«Û‘Ω∏fl£¨º”π§‘Ω◊–ºö(x®¨)£¨–°ò”∞ÂæÕ‘Ω∂‡°£∑¥÷Æ£¨‘⁄ÈT—bÜŒº˛÷∆◊˜ ÷–£¨Õ˘Õ˘÷ª¥Ê‘⁄◊‘…̵ƒ◊Û”“å¶(du®¨)∑Q–‘£¨”–µƒ…ı÷¡flB“ªâK–°ò”∞Â∂ºø…“‘≤ª”√°£
£®ŒÂ£©ò”∞Âøp∑›º”∑≈º∞àD æ’f√˜
øp∑›¥Û–°÷˜“™»°õQ”⁄∑˛—bøÓ Ω°¢…˙Æa(ch®£n)π§Àáº∞√Ê¡œ–‘ƒ‹°£»Á«∞À˘ ˆ, ≥…“¬“é(gu®©)∏Ò“™ «Û›^á¿(y®¢n)£¨»Áøp∑›…‘”–’`≤Ó£¨æÕï˛(hu®¨) π≥…“¬“é(gu®©)∏Ò≥¨≥ˆπ´≤ÓòÀ(bi®°o)ú (zh®≥n)∑∂á˙°£ÃÿÑe «≥ˆø⁄Õ‚ŸQ(m®§o)∑˛ —b£¨»Ù“é(gu®©)∏Ò≤ª∑˚£¨æÕ≥…ûÈ≤ª∫œ∏ÒÆa(ch®£n)∆∑°£»Á—ù—b“ª∞„”…4¥Û∆¨ΩM≥…£¨—¸ÕŒÃéπ≤”–8óløp ◊”,∂¯«“flÄ”–∫Û °°¢«∞Òfiµ»”∞Ì루»Áπ˚√øóløp◊”’`≤ÓO.3cm£¨¿€º”∆ÅÌæÕ”–2.4cm£¨ flh(yu®£n)flh(yu®£n)≥¨fl^¡Àá¯(gu®Æ)º“òÀ(bi®°o)ú (zh®≥n)—¸á˙À˘‘ ‘Sµƒπ´≤Ó∑∂á˙(±1.5cm)º∞ÕŒá˙À˘‘ ‘Sµƒπ´≤Ó∑∂á˙ (±2cm)°£“Ú¥À ◊œ» «“™‘⁄ò”∞Â÷∆◊˜ú (zh®≥n)¥_µƒ«∞÷œ¬£¨∞¥øÕëÙªÚ‘O(sh®®)”ã(j®¨)µƒ“™«Û£¨’˝¥_∑≈ øp£¨ú (zh®≥n)¥_µÿ¥_∂®∏˜∑N °µ¿°¢’€Ò–µ»µƒŒª÷√≈c¥Û–°°£∆‰¥Œ±ÿÌö‘⁄ºàò”(ò”∞Â)…œ«Â≥˛µÿ ±Ì æ≥ˆÅÌ£¨≤…”√µƒ∑Ω∑®”–àD æ’f√˜º∞Œƒ◊÷’f√˜É…∑N£¨»Á¥_∂®øp∑›¥Û–°£¨ °µ¿¥Û–° º∞µ∂—€Œª°¢’€Ò–¥Û–°°¢’€ØB∑ΩœÚµ»µ»°£fl@ò”£¨ π‘⁄∏˜µ¿π§–Ú÷–µƒπ§◊˜»ÀÜT”–ì˛(j®¥)ø… —≠£¨«Â≥˛°¢ú (zh®≥n)¥_°¢∑Ω±„µÿflM(j®¨n)––…˙Æa(ch®£n)°£
£®¡˘£©œµ¡–ªØ∑˛—bπ§òI(y®®)ò”∞Â
≥…“¬ «“ª∑N…Ã∆∑£¨“™«ÛÕ¨ò”øÓ Ωµƒ∑˛—bƒ‹flmë™(y®©ng)∏˜∑N≤ªÕ¨…Ì≤ƒ∫ÕÛw–Œµƒ¥©÷¯“™ «Û£¨±M¡ø π√øÇÄ(g®®)»À∂ºƒ‹ŸIµΩ∫œ∫ı◊‘º∫Ûw–Œ“™«Ûµƒ∑˛—b£¨fl@æÕ–Ë“™flM(j®¨n)––≥…“¬“é(gu®©)∏Ò‘O(sh®®) ”ã(j®¨)£¨–Œ≥…∂‡∑N≥…“¬“é(gu®©)∏Ò°£‘⁄∑˛—bπ§òI(y®®)…˙Æa(ch®£n)÷–£¨»Á«∞À˘ ˆ£¨Õ‚ŸQ(m®§o)≥ˆø⁄∑˛—b“ª∞„”…øÕ ëÙ÷π©ªÚÖ¢’’≥ˆø⁄∑˛—b“é(gu®©)„°òÀ(bi®°o)ú (zh®≥n)°£Œ“á¯(gu®Æ)ÑtÕ®fl^å¶(du®¨)≤ªÕ¨µÿÖ^(q®±)°¢ÎAå”°¢ƒÍ˝gµ»µƒ’{(di®§o)≤È —–æøµƒª˘µA(ch®≥)…œ£¨÷∆”Ü¡À–¬µƒá¯(gu®Æ)º“∑˛—bÃñ(h®§o)–ÕòÀ(bi®°o)ú (zh®≥n)£¨ π≥…“¬≥…ûÈòÀ(bi®°o)ú (zh®≥n)ªØ°¢œµ¡–ªØÆa(ch®£n)∆∑£¨ ø…flM(j®¨n)––≥…≈˙π§òI(y®®)ªØ…˙Æa(ch®£n)°£œ‡ë™(y®©ng)µƒπ§òI(y®®)ò”∞ «≤ªÕ¨“é(gu®©)∏Òµƒ“ªÃ◊œµ¡–ªØò”∞£¨…Ÿµƒ”– é◊÷ª“é(gu®©)∏Ò£¨∂‡µƒfl_(d®¢) Æ∂‡÷ª…ı÷¡ «é◊ Æ÷ª“é(gu®©)∏Ò£¨“Ú¥ÀæÕ–Ë“™flM(j®¨n)––Õ∆ôn£¨ªÚ∑QÕ∆∞‚°¢ ∑≈¥aµ»°£fl@ «“ªÌó(xi®§ng)ºº–g(sh®¥)–‘›^èä(qi®¢ng)µƒπ§◊˜£¨“≤ «Õ¨ÈT—b÷∆◊˜Ö^(q®±)Ñe›^¥Ûµƒ“ª¸c(di®£n)°£
–Ë“™∂®÷∆°¢≤…Ÿèπ§◊˜∑˛°¢Ñ⁄±£∑˛œ‡ÍP(gu®°n)Æa(ch®£n)∆∑º∞ŸY¡œµƒ”√ëÙ£¨ø…ì‹¥Úπ´Àæ∑˛Ñ’(w®¥)ü·æÄ£∫028-6141 6833£ªŒ“ÇÉ∆⁄¥˝ƒ˙µƒÅÌÎäº∞◊…‘É£¨ƒ˙µƒùM“‚ «Œ“ÇÉ∑˛Ñ’(w®¥)µƒ◊⁄÷º£¨Œ“ÇÉå¢Ωfl’\(ch®¶ng)ûȃ˙∑˛Ñ’(w®¥)£°
…œ“ªól£∫µ¬∞ÓøÏflf»Îæ÷∑˛—bŒÔ¡˜π©ë™(y®©ng)Êú
œ¬“ªól£∫œƒÃÏ¥©ú\…´µƒ“¬∑˛æÕ≤ªŒ¸ü·£¨¥©∆ÅÌæÕ∏¸õˆÀ¨Ü·£øø¥ÕÍfl@∆™Œƒ’¬≤≈√˜∞◊
∑µªÿ¡–±Ì÷ôC(j®©)’æ | Îä◊”ÆãÉ‘(c®®)| π´ÀæŸYŸ|(zh®¨)| ∆ÛòI(y®®)‡]œ‰| APPœ¬›d| æW(w®£ng)’æµÿàD| ÷±≤•|
Copyright © 2024 Àƒ¥® ¿ºo(j®¨)∫È»∑˛Ôó”–œfiπ´Àæ ÒICPlj2021024396Ãñ(h®§o)-1